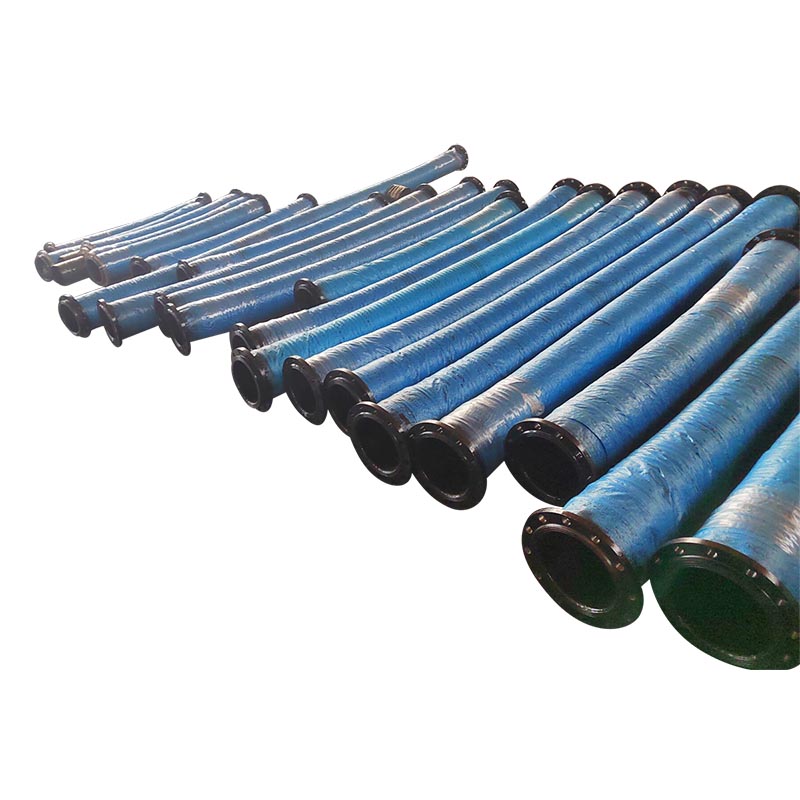
Yüksək təzyiqli rezin şlanq
21-ci əsrdə Çin Milli Dəniz Neft Korporasiyasının inkişaf strategiyası dəniz və dayaz neft yataqlarının işlənməsinə diqqəti yönəltməyi təklif edir. Buna görə də, neft sənayesi qazma və vibrasiyalı boru kəmərləri ilə yanaşı, dayaz neft kəmərlərinin istifadəsini tələb edir. Dayaz dəniz sualtı neft boru kəmərləri ölkə daxilində istehsal edilmişdir, lakin üzən və ya yarı üzən neft kəmərləri və dərin dəniz sualtı neft boru kəmərləri hələ də idxala əsaslanır. Çin Milli Dəniz Neft Korporasiyasının inkişaf strategiyasının həyata keçirilməsi ilə dənizdə neft istismarının boruların performansına olan tələbləri yaxşılaşmağa davam edəcək.
İstehsalat prosesi
1. Düstura uyğun olaraq daxili qat yapışqanını, orta qat yapışqanını və xarici təbəqə yapışqanını qarışdırmaq üçün qarışdırıcıdan istifadə edin; Neft borusunun daxili təbəqəsini çıxarmaq üçün ekstruderdən istifadə edin və onu ayırıcı ilə örtülmüş yumşaq və ya sərt nüvəyə sarın (maye azotun dondurulması üsulu boru özəyi olmadan da istifadə edilə bilər).
2. Təqvim yapışdırıcının orta təbəqəsini nazik təbəqələrə basdırır, yuvarlamaq üçün izolyasiya agenti əlavə edir və onları prosesin tələblərinə uyğun olaraq göstərilən endə kəsir.
3. Boru özəyi olan daxili təbəqə neft borusunu mis üzlü polad məftil və ya mis örtüklü polad iplə sarma maşını və ya toxuculuq maşınına küləyin və ya toxunun. Eyni zamanda, sarma maşınında və ya toxuculuq maşınında mis örtüklü polad məftil və ya mis örtüklü polad tel ipin hər iki qatı arasında sinxron şəkildə yapışan filmin orta təbəqəsini sarın və sarma polad telin başlanğıcını və sonunu bağlayın (bəzi erkən sarma maşınları mis örtüklü polad telin əvvəlcədən gərginləşdirilməsini və formalaşdırılmasını tələb edir).
4. Yapışqanın xarici təbəqəsini yenidən ekstruderə sarın və sonra qurğuşun və ya parça vulkanizasiyadan qoruyucu təbəqə ilə sarın.
5. Vulkanizasiya tankı və ya duz banyosu vasitəsilə kükürdləşdirin.
6. Nəhayət, vulkanizasiyadan qorunma təbəqəsini çıxarın, boru özəyini çıxarın, yuxarı boru birləşməsini sıxın və nümunə götürmə və təzyiq yoxlamasını aparın.
Bir sözlə, yüksək təzyiqli neft borularının istehsalı geniş çeşiddə avadanlıq, müxtəlif növ xammal və mürəkkəb istehsal proseslərini əhatə edir. Bununla belə, son illərdə əsasən plastik və ya termoplastik elastomerlərdən hazırlanan hidravlik neft borularının istehsalı prosesi müvafiq şəkildə sadələşdirilə bilər, lakin xammal qiyməti yüksəkdir və kauçuk hələ də əsas xammaldır.
səhv təhlili
1. Xarici yapışan təbəqənin sıradan çıxması:
(1) Şlanqın səthində çatlar görünür
Hortumda çatların görünməsinin əsas səbəbi, hortumun soyuq bir mühitdə əyilməsidir.
(2) Şlanqın xarici səthində qabarcıqlar görünür
Hortumun xarici səthində qabarmanın səbəbi istehsal keyfiyyətinin aşağı olması və ya istismar zamanı düzgün istifadə edilməməsidir.
(3) Şlanq qırılmayıb, lakin çox miqdarda yağ sızması var
Şlanqda külli miqdarda yağ sızması aşkar edilib, lakin heç bir qırılma aşkar edilməyib. Səbəb odur ki, yüksək təzyiqli maye axını şlanqdan keçərkən daxili rezin aşınıb cızılıb, böyük bir sahədə polad məftil təbəqəsi sızıb və nəticədə böyük miqdarda neft sızması baş verib.
(4) Şlanqın xarici yapışan təbəqəsi kəskin şəkildə pisləşir, səthdə mikro çatlar əmələ gəlir ki, bu da hortumun təbii yaşlanmasının təzahürüdür. Yaşlanma və pisləşmə ilə əlaqədar olaraq, xarici təbəqə davamlı olaraq oksidləşir, səthini zamanla qalınlaşan ozon təbəqəsi ilə örtür. İstifadə zamanı hortum bir qədər əyildiyi müddətcə kiçik çatlar əmələ gələcək. Bu vəziyyətdə şlanq dəyişdirilməlidir.
2. Daxili yapışan təbəqənin sıradan çıxması:
(1) Şlanqın içindəki rezin təbəqə sərtdir və çatlar var: əsas səbəb rezin məmulatların tərkibində plastifikatorların əlavə edilməsi ilə şlanqın elastik və plastik olmasıdır. Lakin şlanq həddindən artıq qızarsa, bu, plastifikatorun daşmasına səbəb ola bilər.
(2) Şlanqın içindəki rezin təbəqə ciddi şəkildə xarab olub və əhəmiyyətli dərəcədə şişib: Şlanqın içərisindəki rezin təbəqə, şlanqın içindəki rezin material ilə hidravlik sistemdə istifadə edilən yağ arasındakı uyğunsuzluq səbəbindən ciddi şəkildə xarab olub və əhəmiyyətli dərəcədə şişib. şlanq kimyəvi təsir nəticəsində xarab olur.
3. Armatur qatında özünü göstərən nasazlıqlar:
(1) Şlanq qırıldı və qırılmanın yaxınlığındakı hörülmüş polad məftil paslandı. Yoxlama üçün xarici yapışqan təbəqəsi soyulduqdan sonra sınığın yaxınlığında hörülmüş polad məftilin paslandığı məlum olub. Bu, əsasən nəmin və ya Korroziv maddənin bu təbəqəyə təsiri ilə əlaqədardır ki, bu da şlanqın möhkəmliyini zəiflədir və yüksək təzyiq altında şlanqın qırılmasına səbəb olur.
(2) Hortumun möhkəmləndirici təbəqəsi paslanmayıb, lakin möhkəmləndirici təbəqədə qeyri-müntəzəm tel qırılması var.
Şlanq qırıldı və xarici yapışqan təbəqəsi soyulduqdan sonra armatur qatında pas tapılmadı. Bununla belə, armatur təbəqəsinin uzunluq istiqaməti boyunca qeyri-müntəzəm məftil qırılması, əsasən, şlanqın yüksək tezlikli təsir qüvvəsi səbəbindən baş verdi.
4. Cırılmanın açılmasında özünü göstərən nasazlıqlar:
(1) Şlanqın bir və ya bir neçə hissəsi qırılıb, səliqəli çatlar var və digər hissələri yaxşı vəziyyətdə saxlanılır.
Bu fenomenin əsas səbəbi, sistem təzyiqinin çox yüksək olması, hortumun təzyiq müqavimətini aşmasıdır.
(2) Burulma şlanqın qırılma nöqtəsində baş verir
Bu fenomenin səbəbi, hortumun quraşdırma və ya istifadə zamanı həddindən artıq burulmaya məruz qalmasıdır.
5. Xülasə olaraq, yuxarıdakı təhlilə əsasən, gələcəkdə hidravlik şlanqlardan istifadə edərkən aşağıdakı ehtiyat tədbirləri görülməlidir:
(1) Şlanq quruluşu istilik mənbələrindən mümkün qədər uzaq olmalı və mühərrikin işlənmiş borusundan uzaq olmalıdır. Lazım gələrsə, şlanqın istilikdən xarab olmasının qarşısını almaq üçün qollar və ya qoruyucu ekranlar kimi cihazlardan istifadə edilə bilər.
(2) İstismar zamanı şlanqların mexaniki səthlərlə kəsişməli və ya sürtülməli olduğu yerlərdə, şlanqın xarici təbəqəsinin zədələnməsinin qarşısını almaq üçün şlanq sıxacları və ya yaylar kimi qoruyucu vasitələrdən istifadə edilməlidir.
(3) Şlanq əyilməli olduqda, əyilmə radiusu çox kiçik olmamalıdır və xarici diametrin 9 qatından çox olmalıdır. Kauçuk hortum və birləşmə arasındakı əlaqədə borunun xarici diametrinin iki qatından çox olan düz bir hissə olmalıdır.
(4) Şlanqı quraşdırarkən onun sıx vəziyyətdə olmasının qarşısını almaq lazımdır. Hortumun iki ucu arasında nisbi hərəkət olmasa belə, onu boş saxlamaq lazımdır. Gərginləşdirilmiş hortum təzyiq altında genişlənəcək və gücünü azaldacaq.
(5) Quraşdırma zamanı şlanqları bükməyin. Şlanqın yüngülcə burulması onun gücünü azalda və birləşməni boşalda bilər. Quraşdırma zamanı birləşmə yerinə şlanqın üzərinə sıxılmalıdır.
(6) Şlanq əsas komponentlərə quraşdırılıbsa, müntəzəm yoxlamalar və ya dəyişdirmələr aparmaq tövsiyə olunur.
Yüksək təzyiqli şlanq əsasən mədən hidravlik dəstəyi və neft yataqlarının istismarı üçün istifadə olunur və neft əsaslı (mineral yağ, həll olunan yağ, hidravlik yağ, mazut, sürtkü yağı kimi) mayelərin, su əsaslı mayelərin (emulsiya, neft-su Emulsiya, su) Qaz və maye ötürülməsi.